Thread is a common connection method in mechanical engineering. As a basic and necessary element in mechanical design, the majority of designers must thoroughly study and master the thread, not only to correctly and reasonably select the thread, but also to understand Thread processing methods and processes to solve problems that may be encountered in production.
The main processing methods of thread are: Thread cutting: generally refers to the method of machining threads on a workpiece by using a forming tool or an abrasive tool, mainly including turning, milling, tapping, threading, grinding, grinding and cyclone cutting. When turning, milling and grinding threads, the machine's drive chain ensures that the turning tool, milling cutter or grinding wheel can accurately and evenly move a lead along the workpiece axis. During tapping or threading, the tool (taper or die) rotates relative to the workpiece and guides the tool (or workpiece) for axial movement by the previously formed threaded groove. Thread rolling: A method of machining a workpiece by plastically deforming the workpiece with a forming rolling die.
1. Introduction to rolling
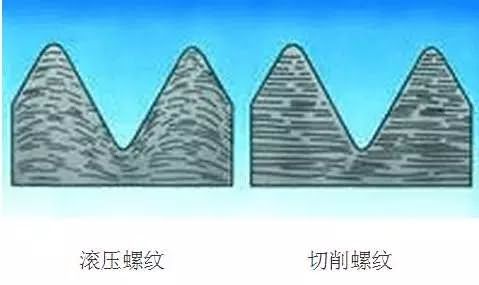
Rolling is not a metal cutting process compared to cutting methods. It does not form the desired profile by removing the metal, but forms a thread according to the mirror image of the roller drawing die, which is a non-cutting thread forming process. When rolling the thread, the roller mold presses the base material to press the thread shape into the workpiece blank. As the roller misaligns the material that will form the root, the material will flow out of the root from the radial and axial directions, and the shape of the roller will form a thread shape in the workpiece blank. The figure below shows the microstructural changes of the material of the rolling thread and the cutting thread.
Rolling is mainly used for the machining of external threads. Before processing, the diameter of the blank should be approximately equal to the median diameter of the thread. For higher precision threads, the choice of blank diameter should be determined based on material performance calculations and process tests. Unqualified threads will be machined beyond or below the proper diameter. If the outer diameter of the blank is too small, it will not flow completely into the roller mold; if the blank is too large, unnecessary pressure will be applied to the roller and the roller frame, which may cause damage to the thread rolling equipment. Most of the rolling threads are 60° angled threads, and the rollers used have sharper tips, usually with a rounded edge to facilitate penetration of the material. 30° on each side of the tooth ensures the force required to flow the material in a controlled and predetermined manner in the axial and radial directions. The figure below shows the thread rolling wheel.
2, rolling method
Depending on the rolling die, the thread rolling can be divided into two types: twisting and rolling. Silk
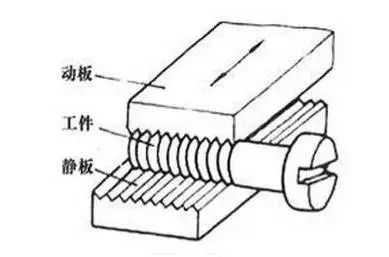
Two threaded teeth are arranged in a staggered 1/2 pitch, the static plate is fixed, and the moving plate is parallel to the reciprocating linear motion of the static plate. When the workpiece is fed between the two plates, the moving plate advances to press the workpiece, and the surface thereof is plastically deformed into a thread. The wire is machined on a reeling machine or on an automatic lathe with an automatic opening and closing thread rolling head. It is suitable for mass production of standard external fasteners and other threaded couplings. The efficiency is quite high, up to 50 per minute. . The outer diameter of the thread processed by this method is generally not more than 25 mm and the length is not more than 100 mm.
Rolling is divided into three types according to the feeding method:
Axial thread rolling
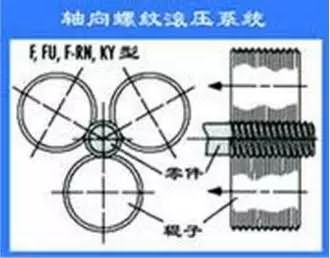
The axial threaded roller moves from the end of the tail center of the turning center and moves along the centerline of the workpiece blank to form a thread. Typical axial roller processing ranges from 1.5 to 228 mm in diameter.
The axial rollers are usually mounted in one of the turning center turret pockets. Three passes (or up to six) of rollers can be fed to the blank in one pass and activated by the rotation of the workpiece blank. The arrangement of the rollers allows the blank to pass, thus forming a thread that is longer than the width of the roller. Some of the threads starting on these rollers are progressive, like taps or broaches, and can be machined until the shoulder or other workpiece features, but the life of the rollers may be affected by additional stress.
Tangential thread rolling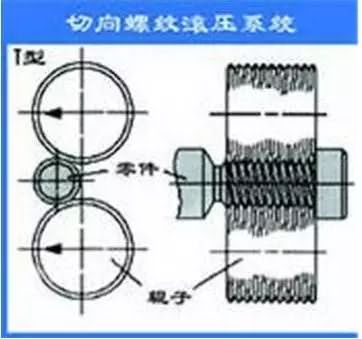
As the name implies, the tangential roller carriage forms a thread by approaching the workpiece blank from the side. The tangential roller carrier, sometimes referred to as a side roll or lateral carriage, is rolled by pushing to perform at a controlled feed rate, with each two fixed parallel rollers entering the rotating workpiece at the same time. Tangential rolling requires mechanical or servo feed and cannot be operated manually. The roller is in tangential contact with the diameter of the workpiece blank, forcing the material to undergo a uniform plastic flow to form the shape of the roller drawing die. This forming process is very fast and produces an accurate contour without burrs. In operation, the tangential roller produces a complete thread after the workpiece blank has been rotated 15 to 30 revolutions. The advantage of this threaded roller is that it is machined even if there are shoulders at both ends of the thread. The tangential roller rolls the thread only within the width of the roller. Fette's tangential rollers have a working width ranging from 15 to 40 mm.
Radial thread rolling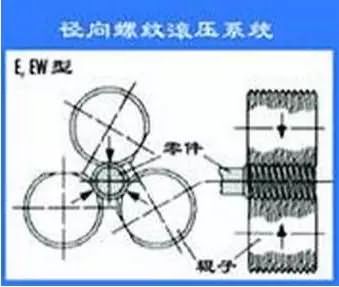
The third threaded roller is a radial roller carrier. It uses two or three rollers to form a thread during the rotation of the workpiece blank. The rollers on such threaded rollers are eccentrically ground. Starting from a flat portion on each roller, the thread shape is progressively completed. Start a shallow thread shape on the flat side and a complete shape on the other side. The "three-roller" type radial frame uses a aligned flat portion to form a gap opening. This allows the workpiece blank to exit between the roller and the finished threaded part without damaging the thread.The radial threaded roller has a working range of 1.5 to 63.5 mm in diameter. As with tangential rolling heads, the thread length must not exceed the width of the threaded rollers. 3. Advantages of rolling thread Compared with other processing methods, the mechanical properties of the thread processed by rolling are improved. Cold work is used during the thread rolling process, which increases the tensile strength and improves the surface finish compared to the cutting process. The compression of the rollers actually extends the workpiece blank, which saves 15-20% of material compared to turning or cutting. In high-volume production, it means that a large amount of raw materials can be saved. Therefore, the advantages of thread rolling are:
1. Thread surface roughness is less than turning, milling and grinding;
2. The surface of the thread after rolling can be strengthened by cold work to improve strength and hardness;
3. High material utilization rate;
4. The productivity is doubled compared to the cutting process, and it is easy to automate, and the rolling die life is also long and reusable.3, rolling defects
The disadvantages of rolling threads are as follows:
1. The compression of the base metal causes work hardening and reduces the fatigue life of the thread;
2. The material has limitations. The hardness of the material required for rolling the thread does not exceed HRC40;
3. High requirements on the dimensional accuracy of the blank;
4. The precision and hardness requirements of the rolling mold are also high, and it is difficult to manufacture the mold;
5. Not suitable for rolling the toothed asymmetrical thread.Summary: Rolling threads have both their own advantages and inevitable defects. Rolling can greatly improve the tensile strength of the thread, but the machining stress in the thread greatly reduces the fatigue life of the thread. Therefore, when selecting the processing method of the thread, it is necessary to comprehensively consider various factors such as the use of the thread and the characteristics of the force. According to actual needs, choose a reasonable process.
Indoor gardening is becoming increasingly popular among plant enthusiasts with limited space, unfavorable weather conditions, or simply a desire to nurture leafy friends all year round. While natural sunlight is always the best option for plant growth, Indoor Grow Lights have emerged as an ideal alternative in the absence of natural light. Among various types of grow lamps, LED Plant Lights have gained popularity due to their energy efficiency, adjustable light spectrum, and long lifespan. In this article, we will explore the benefits and features of LED Grow Lamps for indoor gardening, and why they are a must-have for every plant parent.
Indoor Grow Lights,Grow Lamp,Led Plant Lights,Led Grow Lamp
Ningbo Le Monde Lighting Co.,Ltd , https://www.nblemonde-lighting.com