2.2 Application of predictive control method
Yu M. Zhang et al. [2] proposed the application of the predictive control method of the neuro-fuzzy model in the welding process, which is a two-input and two-output control process. The model is an impulse response function that is widely used in industrial processes. In this paper, the welding process is theoretically analyzed in the model, the coupling between parameters and control variables, the main factors are found out, and the process model is simplified. The controller author used predictive control based on fuzzy models. The shortcomings of this method are: (1) the fuzzy geometry is divided by experience and multiple comparisons; (2) the model used does not take into account the output of the historical moment and the influence on the output of the current moment.
Charalabos Doumanidis et al. [4] proposed the application of multivariate adaptive predictive control method in the welding process. Firstly, the author establishes the two-input and double-output state space equation of the welding process. On this basis, the multi-input and multi-output adaptive predictive controller is designed. The closed-loop control is realized by the test equipment, and the output is compensated by the Smith estimator. Time lag in the measurement. The shortcomings of this method are: (1) the established process model is a linear model; (2) the dynamic effect of the welding process is not considered.
2.3 Application of Fuzzy Control Method
Dr. Zhang Guangjun and Professor Chen Shanben [3] proposed an adaptive dual-input dual-output fuzzy controller in the GTAW flat butt welding of variable gap filling pulse. The simulation schematic is shown in Figure 4.
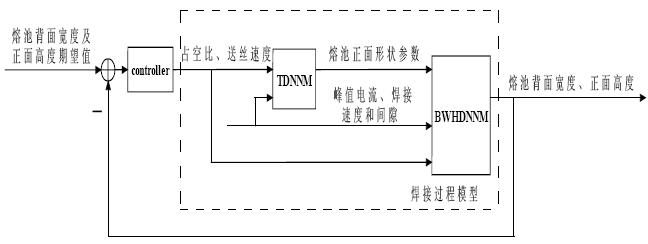
Fig. 4 Schematic diagram of GTAW simulation of variable gap filling pulse
To establish a simulation system, it is necessary to first establish a welding process model with the duty cycle and wire feed speed as inputs, and the back width and front height of the weld pool as outputs. The author has done this process in two steps, mainly to make the following considerations. First, the author believes that the back width and front height of the molten pool are not only related to the indirect parameter current, speed, etc., but also related to the front shape parameters and gaps of the molten pool, so two models are established. One model is input with current, speed, and gap, with the front parameter as the output (TDNNM); the other is input with the current, velocity, gap, and front shape parameters, with the back width and front height as the output (BWHDNNM). Second, when measuring the experimental data, there are cameras on both the front and the back, and the back width can be measured. However, in actual welding, only the front camera has a back width that is unmeasurable, so the second model can be applied as a prediction model to the actual welding. process.
The controller is implemented with decoupled fuzzy control, which is described by an analytical expression with an adjustment factor, defines an objective function with respect to the error, and determines an adjustment factor in the rule by a optimization algorithm. The authors noticed the influence of the quantization factor and the scale factor on the system performance in the fuzzy controller. Therefore, the rules for adjusting the scale factor and the quantization factor were designed to make online adjustments, so that the system can achieve fast and accurate response. The shortcoming of this method is that the fuzzy set is divided by experience and multiple comparisons, and although the quantization factor and the scale factor can be adjusted online, the query table of the fuzzy controller is fixed.
3 Conclusion
Although many scholars have studied the multivariable control methods of the welding process, there are obviously some problems that still need to be solved. These problems have been pointed out in the paper. Moreover, in order to obtain the progress of welding control technology, it is necessary to increase the research on the application of intelligent control in the process, and at the same time to improve the online learning ability of the controller.
Previous page
HSONG LIGHTING CO,. LTD , https://www.hsonglighting.com