The design of the cold forging process is actually the design of the cold heading mold. Every process plan we design is ultimately realized by the mold design.
Cold upsetting process design:
Firstly, the length of the blank is calculated according to the specific parameters of the product. The weight calculated at this time is actually the net weight of the part. The length of the blank during cold upsetting can be determined according to the principle of volume invariance, that is, the volume of the plastically deformed billet is equal to that after plastic deformation. The volume of the part. If cutting is to be carried out, the volume of the blank should also be increased by the corresponding amount of cutting. The weight calculated after adding the corresponding cutting allowance is actually the gross weight of the part.
Secondly, the degree of deformation and the number of upsets are determined.Figure 1: Degree of deformation and number of upsets

When the aspect ratio is less than or equal to 2.5, the upset is once:
When 2.5 ≤ aspect ratio ≤ 4.5, forging twice:When 4.5 ≤ aspect ratio ≤ 6.5, upset for three times.
The above data can be realized under ideal conditions. In actual production, the geometry of the product should also be taken into account, and in order to ensure the quality, the upset deformation should be increased according to the above data.
Third, determine the processing strategy. According to the specific requirements of the product, it is determined whether the product adopts a non-cutting process or a small-cutting process and which production equipment is used, and the processing step is designed to determine the processing plan.
Fourth, the blank diameter of all materials is determined based on the above three factors. It should be noted that the size of the raw material and the size of the product head, the size of the rod of the product, the production equipment, and the precision of the thread and the surface treatment are all closely related to the fastener. For example, the GB5786-M8 hex head bolt is taken as an example to illustrate. It is more clearly and intuitively expressed in the form of a table. See Table 2 for details.
Fifth, calculate the net weight of the part according to the relevant parameters of the product, and calculate the part consumption quota according to different processing methods and methods.
Sixth, according to the product requirements, the diameter of the rolling screw blank is determined. The diameter of the rolling screw blank required by different thread standards is different. In the national new thread standard GB192-81-GB2516-M8, the external thread mainly has four types: 6e, 6f, 6g and 6h. Please refer to the TFS-Threads documentation for the relevant thread information.
Take GB5786-M8 hex head bolt as an example to illustrate, see Table 3.
Seventh, cold forging processing technology and mold design
The following is a hex head bolt cutting process step: Figure 2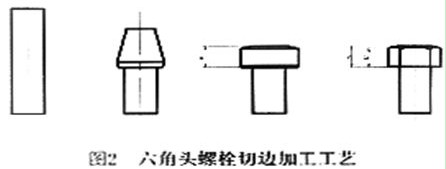
K = head height
k, = head wrench height trimming → pre-forming → final 镦 → shear hex → (æ“ thread)
Figure 3: Hexagon head bolt without cutting process steps:
Cutting → Preforming → Shaping → Hexagonal Hex → (æ“ Thread)
1. Feed roller design The size and aperture size of the feed wheel are determined by the manufacturer of the cold forging equipment and do not need to be redesigned. We only need to design the working groove size of the feed wheel. The groove size depends on the maximum diameter of the raw material wire. The tolerance is H110-H11.
2. The diameter of the cutting edge is generally the largest diameter of the raw material, and the tolerance is H9-H10.
3. The diameter of the cutting die is generally the diameter of the raw material: the maximum size + (0.05-0.10), and the tolerance is H9-H10.
4. The design principle of the pre-formed die design is to require a punch to have the largest possible deformation ratio, to prepare for the second upset forming, and secondly to avoid the longitudinal bending of the metal fibers.
There are many methods for designing a die, and there are currently two typical methods.
One way is represented by the United States:
This method is based on the theory of plastic deformation nucleus, first determine the diameter of the big end of the cone Dk value, and then determine the size of a punch cavity. According to the theory of plastic deformation nuclei, as shown in Fig. 4 , it is assumed that the diameter Dk of the large end of the cone is 1.4 times the diameter dm of the small end, the angle α of the cone angle is positioned at 12°, and the portion of the metal volume is insufficient, which is supplemented by the adjustment of the h portion of the cylinder.
Dm=line diameter in the circle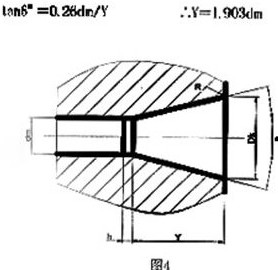
This design method is not completely static, it varies with the hardness of the material. In this way, the cone angle α value is only for the bolt, and for other head shapes, the alpha value varies.
Another method is represented by the Soviet Union.
This method is to select the alpha angle from the aspect ratio and then determine the other dimensions. The aspect ratio determines the size of the α angle as shown in Table 4.
As shown in Figure 5, dm = wire diameter
5. Final forging die and main die design The die design is relatively simple, as shown in Figure 5. The design principle is based on the shape and size of the processed product head. If cutting is required, the corresponding machining allowance should be considered.
Figure 6: D0 = (1.04-1.1) emax, where emax is the maximum diagonal size of the hex head bolt
D=(0.9-0.95)S, where S is the hexagonal head bolt opposite side dimension
H = bolt head height,
h = 2H / 3, where h is the cavity depth of the mold.
The main mode is mainly designed according to the processing requirements of each step part. Here, only the design method of the multi-layer prestressed main mold is described. Practice has proved that the multi-layer prestressed structure main mold is a more effective method to solve the radial cracking of the main mold. It is especially effective for the pre-stress combined main mold with cemented carbide as the core.
The number of layers of pre-stressed structural layers is determined primarily by the size of the unit pressure during the cold upset process, the size of the cavity and the strength of the material used.
There are two situations here:
In one case, the main mold core is allowed to work under tensile stress, that is, it is made of high-strength mold steel, which is determined by the magnitude of the internal pressure Pimax:
When Pimax ≤ kg / mm2, it is a whole mold;
When 110kg/mm2≤Pimax≤160kg/mm2, a layer of prestressed sleeve is used;
When 160kg/mm2≤Pimax≤200kg/mm2, a two-layer prestressed sleeve is used;
The pressure in the main mold is generally calculated according to the die unit pressure.
In another case, the main mold core is not allowed to work under tensile stress. The main mold made of cemented carbide (commonly known as tungsten steel) belongs to this type, and is selected according to the following Pimax size:
When Pimax ≤ 110kg/mm2, a layer of prestressed sleeve is used;
When 110kg/mm2≤Pimax≤190kg/mm2, a two-layer prestressed sleeve is used;
The ratio of the outer ring diameter of the prestressed sleeve to the diameter of the main cavity is 4-6. As shown in Figure 7, if there is an intermediate prestressed sleeve, the relevant dimensions can be calculated from the relevant cold extrusion data.
6. Trimming Die designed the design of the mold as shown in Figure 8, at this time one by one.
Fifth, the development of cold forging process
Figure 7-11 shows the forming steps of several typical parts, which illustrate the development of the cold upset process.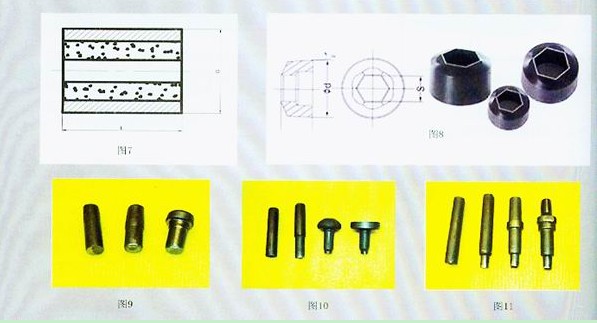
Therapy Light Lamp Panel, include 45W led therapy panel, 300w new therapy, 300w 500w 1000w therapy light,
Application:Adult, Whole body treatment,
The LED Therapy Light will help you quickly and naturally treat many blemishes like acne scarring, lumpy uneven skin, fine lines,
wrinkles, discoloration, large pores, inflammation, redness, dryness, oiliness, and more!
Use it for just 15-30min a day to leave your skin feeling soft and looking radiant! No need for you to spend money on expensive
skin products and treatments when you use our phototherapy mask 3-4 times a week! Our mask uses natural light waves to rejuvenate
your skin!
Led Light Therapy Panels,Led Light Therapy Panel,Therapy Light Lamp Panels ,Panel Led Lighting
Shenzhen Wenyi Lighting Technology Co., Ltd , https://www.szwygrow.com